Deaerators are pressure vessels. Their main purpose is to produce preheated boiler feedwater and to remove O2 and CO2 gases from the boiler to the greatest extent possible. If the system is not operating as specified, major damages to your boiler system can occur due to un-removed dissolved O2 and CO2 present in the feedwater.
DA’s are the unsung heroes in your steam system. Often times they go unnoticed and get very little attention until the boiler malfunctions, thus affecting steam generation for the entire plant. Just as it is best practice to routinely check and maintain your boiler, it is also important to undergo routine testing and inspection. Because your DA has two main functions - preheating feedwater and removing corrosive gases it is critical to test that these two goals are being met by your DA system.
Important Tests for Your DA:
1) Testing Feedwater Temperature -
You first have to test that the temperature of the water in the feedwater storage section corresponds exactly to the temperature indicated for the steam pressure supplied to the deaerator section. If the temperatures are different, you can start by addressing one of the following:
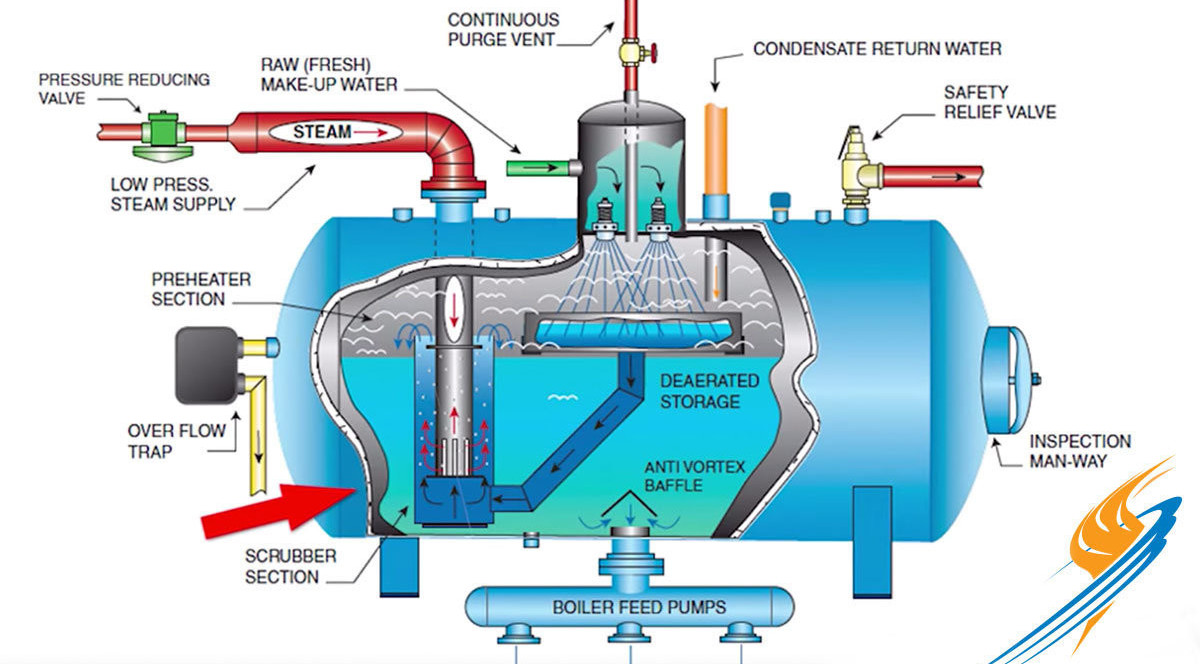
•Check Spray Valves - Just 1 malfunctioning spray valve can result in a loss of several degrees of water temperature
•Check Distribution Trays - They could be plugged or damaged, thus preventing proper mixing of the water and steam 2) Testing Levels of Corrosive Gases – When functioning as specified, your DA liberates the vast majority of O2 in the feedwater – but not all of it. A DA built to today’s industry codes will typically provide water with a dissolved O2 content between the range of 6-10 parts per billion. To reduce that number to nearly zero parts per billion, an oxygen scavenging chemical must be added. Dissolved oxygen testing of the feedwater supplied by the deaerator can be accomplished by the colormetric (color compactor) indigo carmine method or by installing a continuous Oxygen monitoring system. If an oxygen scavenger is not present, the dissolved oxygen should be no higher than 10 ppb. With a scavenger present the dissolved oxygen should be zero.
If these parameters can’t be met, start by checking:
•Steam supply
•Feedwater temperature
•Spray valves
•Distribution trays
•Atmospheric vent
Routine Checks for your DA System:
This is not an exhaustive list, but it provides a good starting point for developing a maintenance checklist for your DA system.
•Check integrity and functionality of pressure and temperature gauges and/or sensors
•Visually examine all vessel welds for cracks and leaks -Nondestructive tests of all vessel welds on a five-year basis
•Once per year, check for visual signs of debris and corrosion
•Semi-annual testing of unit performance/dissolved O2 without chemical feed
•Evaluate use of sulfites – large swings in sulfate levels can be in indication of spray valve or tray malfunction
•Check all valves and manways
•Check gauge glass which is visible by operators to monitor and confirm water level
•Calibrate all instruments on an annual basis
For more information, or to have your DA inspected by a seasoned boiler technician, contact a WARE steam specialist today.